Новости
С какой частотой требуется проводить инспекции состояния оборудования?
25 августа 2019
Регулярные инспекции оборудования позволяют получить информацию о его текущем состоянии и вовремя выявить зарождающиеся отказы. Очевидно, что чем более точные методы диагностики используются при инспекции, тем более точную информацию они дают наблюдателю.
Точная диагностика стоит недешево, да и диагностов на ежедневные обходы всех единиц оборудования не хватит. Поэтому, для проведения осмотров составляется график, определяющий периодичность инспекций.
Как же определить интервал обходов, чтобы успеть зафиксировать потенциальный отказ оборудования и предотвратить его развитие до момента наступления функционального отказа?
Рассмотрим базовые вопросы выявления и устранения отказов в контексте бизнес-процессов ТОиР
Любое оборудование состоит из компонентов, обладающих определенным запасом отказоустойчивости.
В процессе эксплуатации оборудования, под воздействием
нагрузок, запас отказоустойчивости его компонентов снижается, что приводит к
отклонению параметров, характеризующих отказоустойчивость.
ПРИМЕР:
Внимание! Все цифры и примеры в этой статье — условные. Не следует ориентироваться на эти значения в своей практике!
В результате износа в смазке подшипника могут накапливаться частицы металла. На начальном этапе их размер и концентрация ничтожно малы, они не оказывают значимого влияния на работу подшипника, и анализатор масла их не улавливает.
С течением времени концентрация частиц металла в масле растет, их размер также может увеличиваться. И в какой-то момент анализатор масла может зафиксировать отклонение наблюдаемого параметра.
Чем более точный метод диагностики мы используем при инспекции, тем раньше мы сможем заметить отклонения.
Рассмотрим график изменения отказоустойчивости компонента с течением времени.
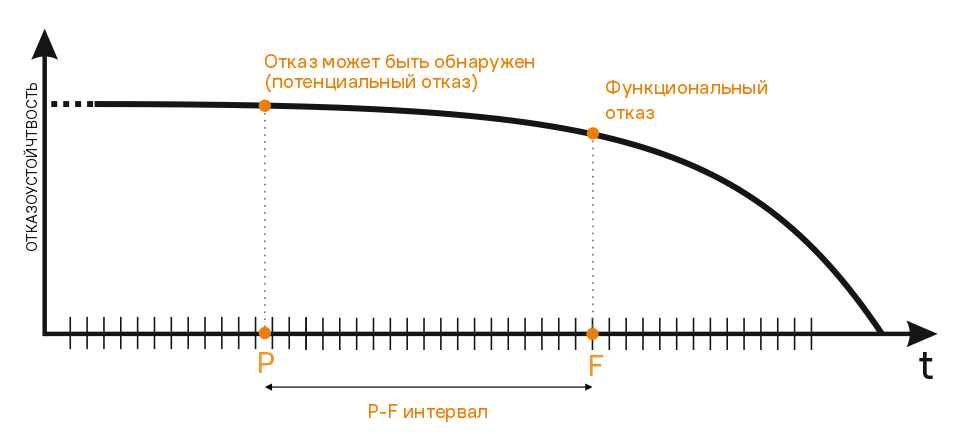
На графике точка Р (Potential Failure) — обозначает тот момент, когда отказ МОЖЕТ БЫТЬ ОБНАРУЖЕН.
Точка F (Functional Failure) — обозначает момент наступления функционального отказа (см. https://toir.pro/mod/glossary/showentry.php?courseid=1&eid=229&displayformat=dictionary).
P-F интервал — показывает время, которое проходит с момента,
когда отказ МОЖЕТ БЫТЬ ОБНАРУЖЕН до наступления отказа. Как правило, на
производстве известно или достаточно точно прогнозируется значение P-F интервала для каждой причины отказа.
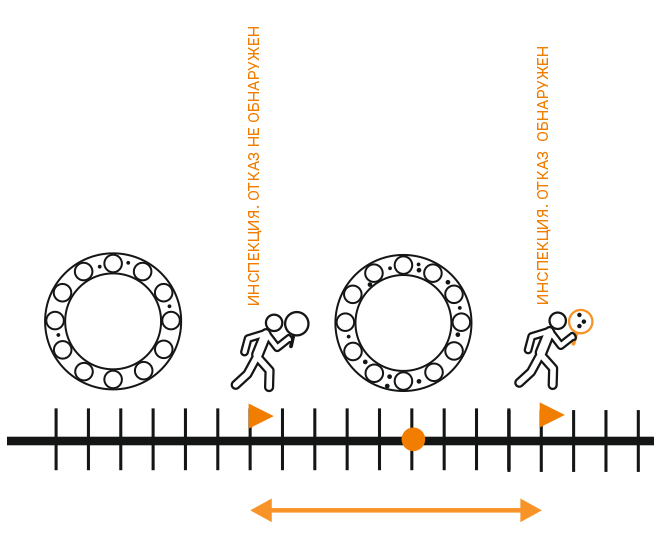
Будет ли отказ обнаружен сразу, как только это станет физически возможно (в момент Р)?
Это возможно только при постоянном мониторинге
состояния. Во всех остальных случаях отказ будет обнаружен только при очередном
осмотре (инспекции) состояния. Причем следует понимать, что сам факт
обнаружения отказа не означает, что ремонт или корректирующие мероприятия по
недопущению последствий отказа будут начаты в тот же момент.
ПРИМЕР:
Предположим, что мы проводим анализ масла ежедневно.
Каждый день диагност проходит по утвержденному маршруту, обход которого занимает у него полдня. И раньше, чем он вернется на свое рабочее место, мы не узнаем о результатах его замеров.
Время реакции на отказ составляет полдня.Вернувшись на рабочее место у диагноста могут быть различные варианты реакции на полученную информацию об отказе:
- Внести информацию в систему и далее запустить соответствующую процедуру согласно бизнес-процессу.
- Написать письмо руководителю технической службы и сообщить об обнаруженном потенциальном отказе.
- Другие варианты.
Согласно внутреннему регламенту, мастер ТОиР обязан просматривать электронную почту не реже двух раз в сутки. Так как письмо диагностом было отправлено в обед, то получит его мастер ТОиР вечером.
Следующим утром мастер ТОиР отправит информацию планировщику.
Планировщик, который также обязан проверять электронную почту два раза в день, получит сообщение уже вечером.
Время реакции на отказ составляет два дня.Предположим, что у планировщика по регламенту на обработку информации и объемное планирование работ есть 5 дней. То есть планировщик создаст заказ на устранение отказа еще через 5 дней.
Время реакции на отказ становится равным 7 дней.Пусть для устранения отказа потребуется доставка материалов с центрального склада, и логистика занимает 5 дней.
Время реакции на отказ и подготовки работ равно 12 дней.
Система диагностики на предприятии внедряется для того, чтобы все работы были запланированы и выполнялись соответственно графикам.
В случае, приведенном в нашем примере, мы, с учетом бизнес-процессов и логистических особенностей, не сможем сделать требуемые работы раньше, чем через 12 дней после того, как используемые методы диагностики в состоянии зафиксировать начинающийся отказ.
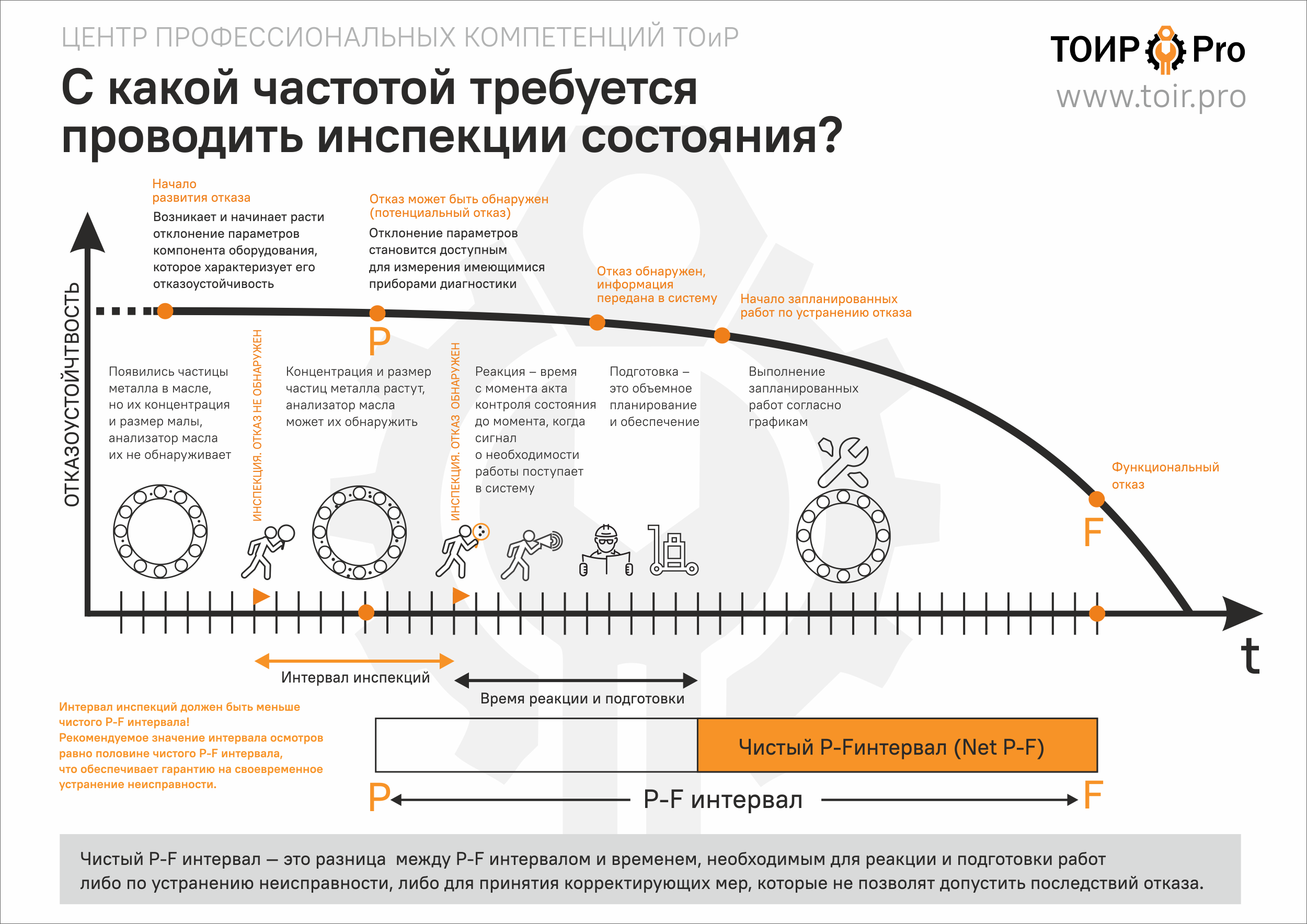
Время реакции — время с момента акта контроля состояния до
момента, когда сигнал о необходимости работы поступает в систему.
Время подготовки — время, требующееся для объемного
планирования и обеспечения работ по устранению отказа и/или предотвращению
последствий отказа.
Чистый P-F интервал = P-F интервал – (Время реакции + Время подготовки)
ПРИМЕР:
Предположим, что прогнозируемый P-F интервал по маслу для подшипника в описанном выше примере составляет 30 дней. Время реакции и время подготовки — 12 дней. Таким образом, чистый P-F интервал равен 18 дней.
То есть из 30 возможных дней для устранения отказа, с учетом наших бизнес-процессов, мы располагаем всего 18-ю днями для проведения работ.
Для чего мы считаем чистый P-F интервал?
Интервал инспекций оборудования не может быть больше или равным P-F интервалу. В этом случае мы не успеем предотвратить наступление функционального отказа.
Интервал инспекций состояния должен быть меньше чистого P-F
интервала!
Рекомендуемое значение интервала осмотров равно половине
чистого P-F интервала, что обеспечивает гарантию на своевременное устранение
неисправности.
Благодарим за помощь в подготовке статьи Константина Зырянова и издательство "Надежная Книга" (https://reliablebook.ru/)