ВВЕДЕНИЕ В RBI: ИНСПЕКТИРОВАНИЕ НА ОСНОВЕ ФАКТОРА РИСКА
Авторы:
Кац Борис Арнольдович, к. т. н., независимый исследователь, b-katz@yandex.ru
Лузина Наталья Петровна, к. т. н., генеральный директор ООО «Эр Би Ай Концепт», nataly.luzina@rbiconcept.ru
Введение
Методология RBI (Risk-Based Inspection, инспектирования, основанного на риске) позволяет оптимизировать планы технического обслуживания и инспекций на основе анализа вероятности отказа (PoF) и последствий отказа (CoF). Подход RBI приобретает все большее применение как лучшая практика в управлении механической целостностью технологических и вспомогательных систем в различных отраслях, прежде всего в нефтяной, нефтехимической и химической промышленности, а также в энергетике. Настоящая статья имеет обзорный характер и предназначена для начального ознакомления с методологией RBI. В ней рассмотрены основы RBI, включая историю его возникновения и развития, цели, принципы, ключевые элементы, сферы применения, механизмы деградации, мероприятия по смягчению последствий, роль программного обеспечения, преимущества, ограничения и перспективы развития.
ЧАСТЬ 1
Что такое RBI
Если для динамического оборудования при управлении надежностью возможно применение различных стратегий ТОиР и систем мониторинга, то для статического оборудования основное средство управления надежностью — это проведение инспекций. В прошлом — а во многих отраслях и до настоящего времени — инспекции статического оборудования считалось необходимым проводить через фиксированные промежутки времени, вне зависимости от состояния оборудования и текущих параметров технологического процесса — это метод затратный и далеко не всегда эффективный.
Risk-Based Inspection (RBI) — это методология, основанная на оценке рисков для определения приоритетов инспекций на объектах. В основе методологии лежит анализ двух параметров: вероятности отказа (PoF) и последствий отказа (CoF).
Ключевые параметры:
- PoF (Probability of Failure): оценивает вероятность отказа оборудования на основе деградации, коррозии и механических повреждений.
- CoF (Consequence of Failure): отражает последствия отказа в контексте безопасности, окружающей среды и экономики.
RBI — это систематический процесс, направленный на оптимизацию планов инспекций и принятие решений, в котором интервалы инспекций выбираются на основе оценки риска возникновения нештатной ситуации. В рамках методики RBI проводится оценка риска потери механической целостности вследствие действия каждого механизма деградации, при этом учитываются технические параметры и условия технологического процесса.
Анализируя вероятность отказов и их возможные последствия, RBI помогает компаниям определить, на каких объектах и компонентах следует сосредоточить инспекционные усилия, приоритизируя наиболее важные участки.
Если исходить из общих принципов управления активами, одним из главных критериев принятия решений при управлении процессами является ориентация на минимизацию риска. Можно сказать, что эти принципы диктуют переход от девиза «Reliability Centered Everything» к девизу «RISK BASED EVERYTHING». Выразителями этого принципа являются риск-ориентированные методы управления надежностью, такие, как RCM и FMECA. Ту же роль для статического оборудования играет RBI.
Каковы цели RBI?
Основная цель RBI — управление рисками путем определения методов инспекции, охвата и частоты проверок. Она сосредоточена на преимуществах проведения инспекций в конкретных областях технологического процесса.
При этом могут рассматриваться риски, связанные как с безопасностью и воздействием на окружающую среду, так и экономические последствия.
Цели RBI включают:
- Улучшение результатов управления рисками.
- Предоставления целостного, взаимозависимого подхода к управлению рисками.
- Применения стратегии выполнения того, что необходимо для защиты целостности и повышения надежности и доступности актива путем планирования и проведения необходимых проверок.
- Сокращение проверок и остановок и обеспечение более длительного срока эксплуатации без ущерба для безопасности или надежности.
- Защита целостности.
- Снижение риска отказов.
- Повышение доступности оборудования и сокращение незапланированных простоев.
- Предоставления гибкой методики, способной постоянно совершенствоваться и адаптироваться к изменяющимся рискам.
- Гарантирование того, что методики и методы инспекций учитывают потенциальные виды отказов.
RBI - История возникновения и развития
Инженеры и ученые понимали, что традиционные методы инспекции, основанные на фиксированных интервалах времени, не всегда эффективны и экономически обоснованы. Поначалу эксплуатанты начали рассчитывать скорость коррозии и пытаться прогнозировать появление повреждений. Это был явный прогресс, но последствия отказа еще не учитывались в процессе принятия решений. Первые попытки интеграции принципов управления рисками в процедуры инспекции оборудования начались в 1980-х годах.
Эти этапы аналогичны тому, что для динамического оборудования означал переход TBM-(time based maintenance) > CBM (condition based maintenance) -> RCM.
В 1990-х годах Американский нефтяной институт (API) и Американское общество инженеров-механиков (ASME) начали разрабатывать и публиковать стандарты, которые формализовали подходы к инспекциям, основанным на рисках:
- API 580 (Risk-Based Inspection): Этот стандарт описывает основные принципы и процесс внедрения RBI.
- API 581 (Risk-Based Inspection Technology): это дополнение к API 580, более подробно описывающее количественные модели, инструменты и методики для оценки рисков, а также для реализации RBI.
Появление этих документов существенно ускорило применение RBI в различных отраслях промышленности, включая нефтегазовую, химическую и энергетическую. В начале двухтысячных появилось программное обеспечение для поддержки процесса RBI.
Пионерами применения этой методологии в России была компания «Сахалин Энерджи» (с 2022 года эти работы ведет ООО «Сахалинская энергия»). В статье [1] описаны этапы разработки методики, согласование с Ростехнадзором и апробация в течение 2006-2016 гг. Впоследствии RBI был внедрен и в ряде других отечественных компаний, хотя до его широкого применения в России еще далеко.
Интересен также опыт Казахстана, где на международных проектах внедрен RBI и действует нормативный документ СТ РК 3731-2021 [2].
Накопленный опыт и технологические достижения нашли свое отражение в новых редакциях стандартов API и в выходе новых стандартов.
В рамках применения RBI рекомендуется учитывать следующие нормативные документы:
- API RP 580 - Инспекция с учетом рисков - рекомендуемая практика
- API RP 581 -Методология проверки, основанная на рисках - рекомендуемая практика
- API 571 - Руководство по механизмам повреждений
- API 510 - Инспекция сосудов под давлением
- ГОСТ 34233 - Методы расчета сосудов
- ГОСТ 52857 - Общие требования
- ИНТИ S.QS. 5 - Российская методика RBI
Третье издание стандарта API 580 («Инспекция с учетом рисков - рекомендуемая практика») вышло в феврале 2016 года, а API 581 («Методология проверки, основанная на рисках - рекомендуемая практика») - в начале 2025 года.
В 2016 году появился европейский стандарт EN 16991. Он предназначен для интеграции требований по управлению рисками и безопасностью в рамках европейской системы стандартов. В 2018 году была опубликована его вторая версия - Risk-Based Inspection Framework. Во введении к ней сказано следующее: «Этот европейский стандарт определяет структуру инспекций на основе риска (RBIF) и дает рекомендации по инспекциям и обслуживанию на основе риска (RBIM) в углеводородной и химической перерабатывающей промышленности, производстве электроэнергии и других отраслях, где применим RBI.
Хотя RBIF охватывает как инспекцию, так и обслуживание, этот документ в первую очередь фокусируется на инспекции на основе риска (RBI) и ее применимости в контексте RBIM. Таким образом, RBIF поддерживает оптимизацию операций и обслуживания, а также управление целостностью активов.»
В России есть свои нормативные документы: СТО ИНТИ S.QS. 5 - стандарт, разработанный ООО «Эр би Ай Концепт» для инспекции технологического оборудования с учетом анализа рисков, и ГОСТ Р 55234.32013, который описывает принципы RBI, методы оценки рисков и планирования проверок.
В целом этот документ корректно описывает процесс организации RBI, однако, являясь переводной версией европейского стандарта DS/CWA 15740:2008 [3], обладает рядом недостатков. В статье [4] говорится, что упомянутый ГОСТ Р 55234.3-2013 не интегрирован в общую систему обеспечения промышленной безопасности и не учитывает в своих положениях существующие требования нормативно-правовых актов РФ. Еще один его недостаток, по мнению авторов [4], - нечеткие требования к квалификации специалистов, проводящих RBI.
Дальнейшее развитие методологии RBI и связано с новыми цифровыми технологиями, позволяющими более эффективно строить прогнозные модели деградации. Методы и идеи RBI проникают и в отрасли за пределами нефтяной и нефтехимической промышленности, прежде всего - в энергетику.
Каковы основные элементы RBI и этапы проведения?
Типичная реализация риск-ориентированной инспекции (RBI) включает следующие компоненты:
1. Сбор данных
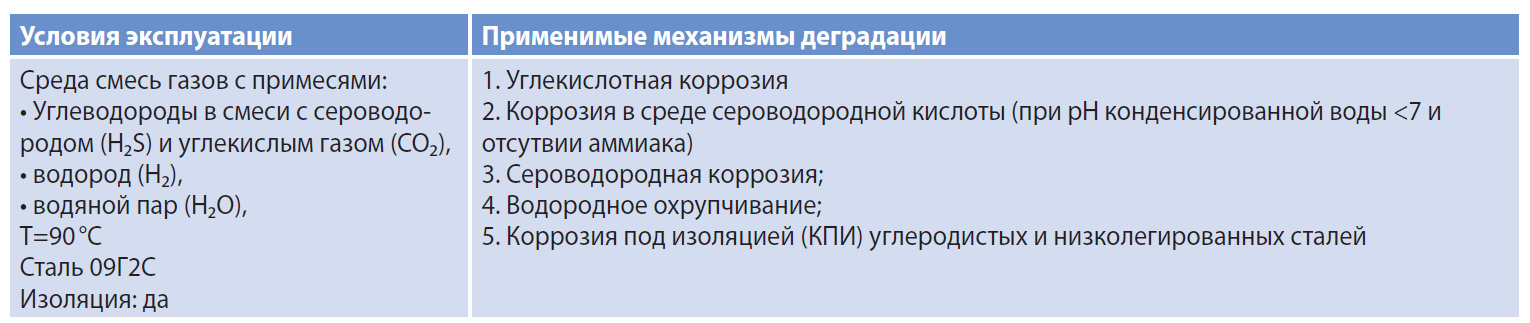
Сбор соответствующей информации, включая проектные, строительные, технологические и эксплуатационные данные, а также историю инспекций и технического обслуживания. Анализ механизмов повреждений для определения их скорости, местоположений и видов отказа.
Пример, применимых механизмов деградации по API 571:
| Механизм | Условно применение | Код API 571 |
|---|---|---|
| Коррозия под изоляцией (СUI) | Минеральная вата, влажная среда | 4.3.2 |
| Мокрое CO₂ разрушение | CO₂ в водной фазе, до 100 °C | 5.1.2.2 |
| Аммиачное растрескивание | Амины в газовой среде | 5.1.2.3 |
| Эрозионно-коррозионное изнашивание | Высокие скорости среды | 4.4.1 |
2. Оценка риска
Оценка последствий отказа (CoF, consequences of failure) путем оценки влияния на безопасность, здоровье, окружающую среду и экономику. Анализ вероятности отказа (PoF, probability of failure) на основе механизмов повреждений, эффективности программы инспекций и других факторов.
Пример: Матрица риска RBI (PoF vs CoF)
На графике ниже представлена типовая матрица RBI, демонстрирующая взаимосвязь между вероятностью отказа и последствиями.
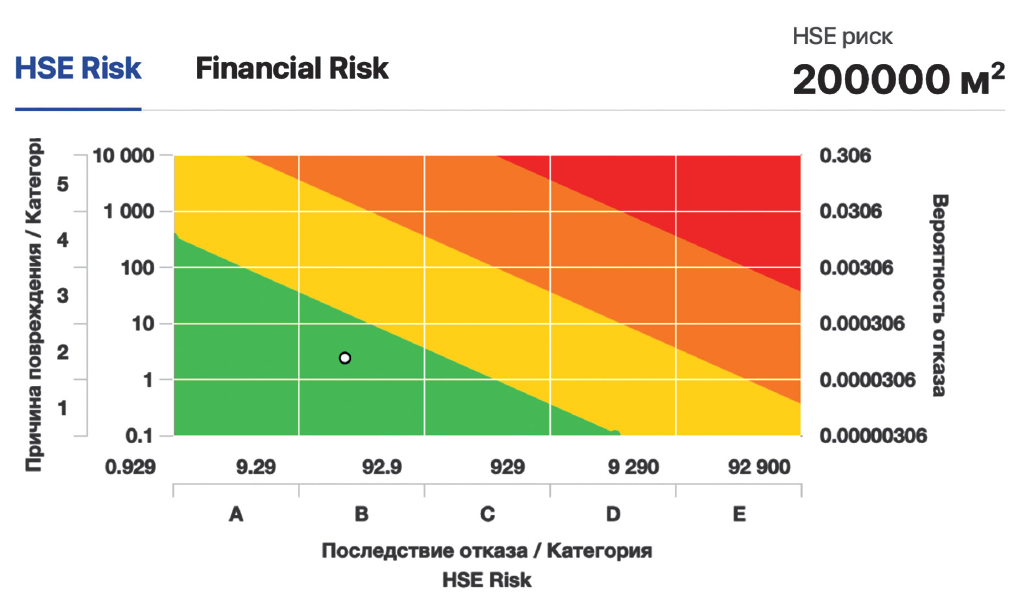
Рисунок 1 - Пример матрицы риска по категориям последствий и вероятности отказа
3. Ранжирование риска
Расчет риска для каждого последствия, проведение анализа чувствительности для подтверждения рисков, Установление допустимых уровней риска и определение рисков, требующих снижения.
4. Планирование инспекций
Разработка плана инспекций, учитывающего причины риска, определение методов, объема и интервалов инспекций. Включение других мероприятий по снижению риска и учет остаточных уровней риска после выполнения плана.
5. Меры по снижению риска
Реализация планов риск-ориентированных инспекций, установление операционных окон целостности (IOWs, Integrity Operating Windows), выполнение замен, ремонтов, модификаций, переработки, пересмотра рейтинга, изменений процессов и других соответствующих действий.
6. Повторная оценка
Обновление оценки риска и плана инспекций на основе результатов инспекций и мероприятий по снижению риска. Необходимо постоянно отслеживать эффективность программы RBI, анализируя показатели и результаты. Выявляйте недостатки, оценивайте успехи и вносите необходимые коррективы или улучшения.
В теории RBI риск определяется как комбинация двух факторов. Первый — это оценка вероятности отказа (PoF) из-за повреждения, ухудшения или деградации. Второй фактор — это последствия отказа (CoF). Он оценивает влияние отказа на безопасность или экологию, или же показывает, сколько будет стоить отказ данного вида.
Вероятность отказа (PoF) определяется как вероятность того, что конкретный актив выйдет из строя в течение определенного времени. При этом вероятность отказа актива оценивается при условии соблюдения (выполнения) стандартных (плановых) процедур его обслуживания (контроля). По сути дела, таким образом, PoF анализирует все возможные области, где может возникнуть ущерб и откуда весь проект может быть потенциально поставлен под угрозу. PoF рассчитывается для отдельного оборудования путем изучения потенциальных механизмов повреждения, которым оно может быть подвержено.
Второй фактор — это последствия отказа (CoF), возникающие из-за неисправных или поврежденных агрегатов или частей системы. Цель расчета COF — классифицировать активы на основе потенциальной значимости отказа. Они подразделяются на три группы: воздействие на здоровье и безопасность, воздействие на окружающую среду и воздействие на бизнес.
Затем общий риск определяется как комбинация этих факторов — вероятность и последствия.
Обычно пишут: Риск = вероятность отказа (PoF) х последствие отказа (COF)
Но более корректно считать, что: Риск = F (PoF, CoF).
Функцию, определяющую риск через эти два параметра, принято задавать с помощью матрицы риска — аналогично тому, как это делается в других риск-ориентированных методологиях — RCM и FMECA.
Проведенная оценка риска дает возможность ранжировать активы, чтобы определить приоритетность мероприятий по проверке и техническому обслуживанию.
Схемы RBI могут варьироваться от полностью качественного подхода, основанного исключительно на мнении опытных специалистов, до детализированной количественной модели, использующей алгоритмы для определения таких факторов, как скорость коррозии и остаточный ресурс.
Рекомендации API используют три следующих уровня критериев.
- Качественный (Уровень I) — Меньше данных и больше участия экспертной оценки,
- Полуколичественный (Уровень II) экономически эффективный подход,
- Количественный (Уровень III) — Больший объем подробных данных.
При качественном подходе вероятность отказа определяет эксперты, отдельно для каждой системы, группы или отдельной единицы оборудования, основываясь на знаниях об истории эксплуатации и технического обслуживания, а также возможном ухудшении состояния.
Количественный подход использует модели, отражающие комбинации событий, которые могут привести к авариям, и физические модели, описывающие развитие отказов и выброс опасных веществ в окружающую среду. API 581 подробно описывает рекомендуемые процедуры, таблицы и методы расчета, необходимые для выполнения успешного количественного анализа RBI.
Для полуколичественного подхода обычно требуются те же данные, что и в количественном подходе, но, как правило, с меньшей детализацией. Хотя точность анализа может быть хуже, время, необходимое для сбора и анализа данных, будет меньше; однако это не означает, что анализ будет неверным.

Рисунок 2 – Основные этапы процесса EBI. На рисунке наглядно видна цикличность процесса.
Фактор достоверности
Дальнейшее усовершенствование оценки включает использование фактора оценки достоверности (assessment factor). Его называют также фактором уверенности.
Коэффициент достоверности отражает уверенность эксперта или достоверность расчетов по оценке в способности обнаружения темпа деградации и/или характер и, следовательно, в точности оценки остаточного ресурса (т.е. оценка вероятности отказа).
Факторы, влияющие на оценку достоверности: применяемый метод технического освидетельствования (инспекции), вероятность обнаружения (PoD), число предыдущих технических освидетельствований (инспекций), точность существующих технически освидетельствованных (инспекционных) результатов, надежность механических и технологических данных (включая нарушений технологических параметров), скорость деградации.
Коэффициент достоверности может варьироваться от Низкого, Умеренного до Высокого и Очень высокого. Чем выше достоверность (уверенность), тем большим может быть назначен интервал инспекции.
Коррозионные контуры и окна целостности
Необходимо обратить внимание на два понятия, важных при использовании RBI: Коррозионные контуры и окна целостности.
Коррозионный контур (RBI corrosion circuit, реже используется термин «коррозионная петля» — corrosion loop) в контексте RBI — участок технологической установки, который состоит из схожих конструкционных материалов, эксплуатируется в похожих условиях технологического процесса и имеет близкие по значению скорости коррозии.
Коррозионный контур — основная расчетная единица при проведении RBI-анализа.
Некоторые особенности коррозионного контура:
- В рамках контура действуют одинаковые расчетные механизмы повреждения.
- Для него устанавливается определенная величина последствий при расчетном сценарии аварии.
- Для каждого коррозионного контура определяются критические параметры, которые оказывают влияние на деградацию оборудования и должны контролироваться во время технологического процесса.
Операционное окно целостности –это диапазон условий эксплуатации, при выходе за границы которого влияние действующих механизмов повреждения на оборудование становится критичным или существенно возрастает скорость коррозии. Эти два понятия тесно связаны, а именно для всех элементов одного коррозионного контура операционное окно целостности одинаково.
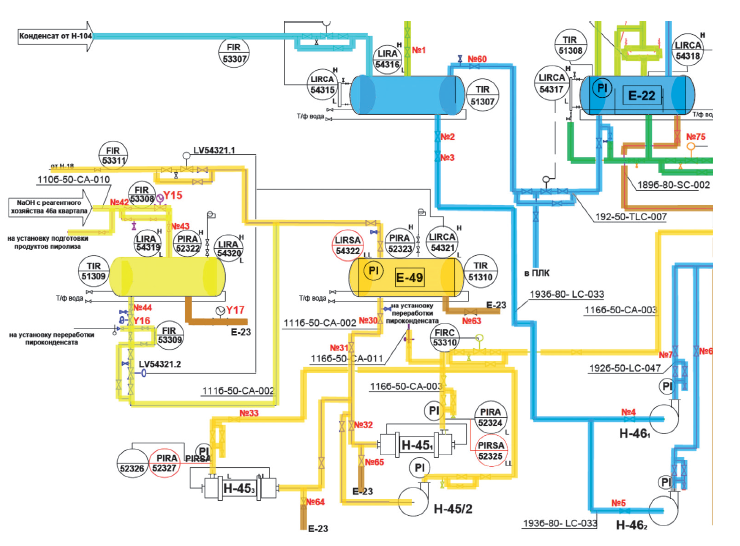
Рисунок 3 – Фрагмент схемы коррозионных контуров (пример).
Общая схема процесса RBI
С учетом вышесказнного этапы процесса RBI можно представить более детально следующим образом:
- Сбор данных об оборудовании техпроцессах.
- Обзор механизмов деградации.
- Формирование и анализ коррозионных контуров.
- Оценка рисков.
- Определение коэффициентов достоверности.
- Расчет видов и интервалов инспекции.
- Определение методов по смягчению последствий деградации.
- Планирование и выполнение инспекций и предупреждающих действий.
- Оценка результатов деятельности.
- Уточнение исходных данных и переоценка рисков.
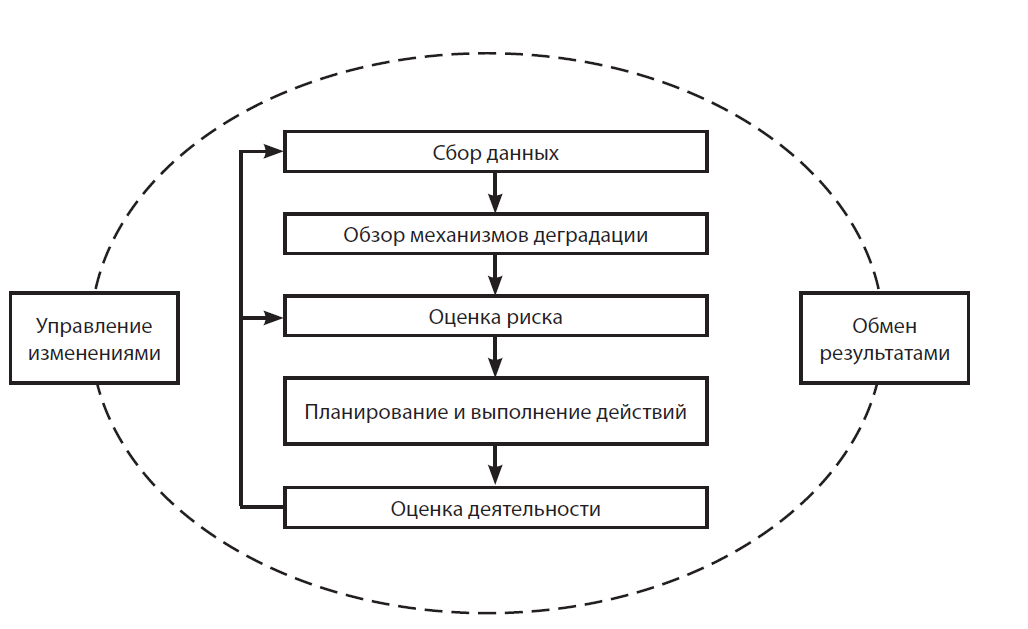
Рисунок 4. Общая схема процесса
Области применения RBI: энергетика
Основной областью применения RBI с начала появления этой методологии была и остается нефтяная и нефтехимическая промышленность. Следующая важная область применения RBI – тепловая и атомная энергетика.
Методологии инспекции на основе риска для тепловых электростанций известны в Европе, особенно после проекта RIMAP, который выпустил рабочие книги RBI для нескольких отраслей, включая электроэнергетику. Отметим, что еще в 2000 году Научно-исследовательский институт электроэнергетики (EPRI) выпустил несколько версий своей «Процедуры инспекции с учетом рисков в процессе эксплуатации».
В качестве отправной точки здесь также используются стандарты API RP 581/580. Но учитываются особые требования энергетической отрасли. Это включает специфические механизмы деградации, такие как ползучесть и усталость, а также дополнительные типы оборудования.
Хотя использование RBI для электростанций не настолько распространено по сравнению с нефтегазовой промышленностью, известно о десятках проектов использования RBI в теплоэнергетике. См.в частности [5].
В публикациях, связанных с атомной энергетикой, используется термин «Инспекция с учетом рисков в процессе эксплуатации» (RI-ISI = Risk-Informed In-service Inspection). RI-ISI – по сути вариант RBI, учитывающий специфику атомной энергетики. RI-ISI может применяться к любой конструкции, системе или компоненту, отказ которых может иметь последствия для безопасности и доступности установки; на практике методология RI-ISI применяется почти исключительно к трубопроводам. Согласно отчету МАГАТЭ [6], различные варианты этой методологии используются в США, Европе, Японии, Корее, ЮАР и др. более чем на 100 АЭС.
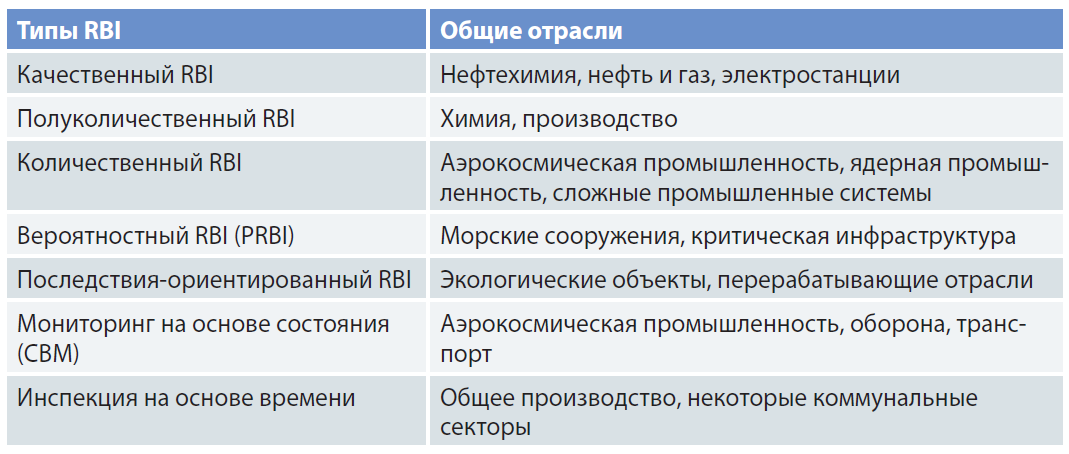
Другие отрасли
О применении RBI в других отраслях свидетельствует таблица из статьи [5], в которой указаны отрасли, разбитые по типам применяемых методик.
Само по себе разбиение может считаться дискуссионным, но наибольший интерес здесь вызывает именно список отраслей – заметно более широкий, чем упомянутых в подавляющем большинстве публикаций об RBI.
СПИСОК ЛИТЕРАТУРЫ:
- Сингуров А.А., Дерябин П.Г. Инспекция оборудования с учетом факторов риска в компании «Сахалин Энерджи»//Газовая промышленность. 2018. № 12. С. 114–121.
- СТ РК 3731-2021 «Промышленность нефтяная и газовая. Техническое освидетельствование оборудования с учетом факторов риска».
- CWA 15740:2008 Risk-Based Inspection and Maintenance Procedures for European Industry (RIMAP)).
- Бриков А.В., Александрович С.И. Риск-ориентированный подход к инспектированию оборудования: современные проблемы и решения // Нефтепромысловое дело. 2023. № 1 (649). С. 35–40.
- Introduction to Power Plant Risk-Based Inspection (RBI). https://velosiaims.com/introduction-to-power-plant-risk-based-inspection-rbi/
- INTERNATIONAL ATOMIC ENERGY AGENCY, Risk-informed In-service Inspection of Piping Systems of Nuclear Power Plants: Process, Status, Issues and Development, Nuclear Energy Series No. NP-T-3.1, IAEA, Vienna, (2010)
*****
ЧАСТЬ 2
Для перехода к рассмотрению ключевых аспектов второй части статьи напомним о ключевых задачах RBI. Согласно стандарту СТО ИНТИ 5.Q5.5 [2-2] к ключевым задачам RBI относятся:
- Мониторинг состояния оборудования в режиме текущей эксплуатации, который обеспечивает своевременное выявление отклонений и потенциальных неисправностей.
- Увеличение надежности оборудования путем снижения частоты отказов, продление межремонтных интервалов и общего срока службы.
- Повышение уровня промышленной безопасности путем минимизации рисков аварий и инцидентов на предприятии.
- Эффективное планирование закупок, как своевременное формирование потребности в запасных частях и расходных материалах.
- Контроль качества ремонтных мероприятий для обеспечение соответствия выполненных работ техническим требованиям и нормативам.
Понимание ключевых задач RBI позволяет сформировать целостное представление о целях и функциях методологии RBI в рамках обеспечения надежности оборудования. Однако для эффективного применения RBI важно не только правильно организовать мониторинг и планирование, но и глубоко разбираться в природе повреждающих факторов.
Следующим важным этапом анализа является рассмотрение механизмов деградации – физических, химических и эксплуатационных процессов, которые приводят к износу и повреждению оборудования. Знание этих механизмов лежит в основе оценки вероятности отказа и разработки мероприятий по снижению риска.
Механизмы Деградации
Механизмы деградации – это процессы и явления, приводящие к ухудшению состояния материалов, оборудования или систем со временем. Они вызывают потерю прочности, коррозию, износ, трещинообразование и другие формы повреждений, что в итоге может привести к отказу или снижению надежности оборудования.
Основные виды механизмов деградации включают:
- Коррозия – химические или электрохимические реакции, вызывающие разрушение материалов, особенно металлов.
- Износ – постепенное удаление материала в результате трения, трения скольжения или столкновений.
- Термическое старение – ухудшение свойств материалов под воздействием высоких температур, например, утрата пластичности или изменение структуры.
- Ползучесть (ползучесть металлов и сплавов) – Это постепенное деформирование материала под постоянной или повторяющейся нагрузкой при постоянной температуре. Проявляется в виде медленного и непрерывного удлинения или деформации с течением времени. Особенно актуальна при высоких температурах, когда материалы становятся более податливыми, например, в турбинах, двигателях и котлах.
- Усталость – это деградация материала под действием циклических или переменных нагрузок, даже если эти нагрузки ниже предела прочности. В результате многократных циклов возникают микротрещины, которые со временем растут и приводят к разрушению. Усталость особенно опасна в тех случаях, когда нагрузки повторяются или меняются во времени, например, в авиации, машиностроении, мостах.
- Микротрещинообразование и рост трещин – возникновение и развитие трещин внутри материала под действием механических, химических или тепловых факторов.
- Выгорание и деградация полимерных материалов – потеря свойств за счет высокой температуры или воздействия химических веществ.
- Микробиологическая деградация – разложение материалов микроорганизмами.
Рискнок 5. Пример механизмов деградации согласно API 571
Каждый механизм деградации требует своего подхода к мониторингу и профилактике для обеспечения надежной эксплуатации оборудования.
Механизмы деградации можно условно разделить на зависящие и не зависящие от времени.
Механизмы деградации, зависящие от времени
Механизмы деградации, зависящие от времени – это процессы, которые развиваются и прогрессируют со временем, часто под воздействием постоянных или повторяющихся факторов. Они включают, например, коррозию (особенно химическую или электрохимическую), износ, ползучесть, усталость, термическое старение.
Механизмы деградации, не зависящие напрямую от времени
Эти процессы возникают за короткое время или под воздействием факторов, не связанных с длительностью воздействия. Они могут быть вызваны:
- Механическими повреждениями (удары, царапины) во время эксплуатации или обслуживания.
- Неожиданными химическими воздействиями, например, внезапным попаданием агрессивных веществ.
- Травмирующими событиями, такими как аварии или неправильное обращение.
- Микробиологической деградацией, которая может развиваться быстро при благоприятных условиях.
Важно отметить, что на практике часто механизмы деградации сочетаются, и их течение зависит как от времени, так и от условий эксплуатации. Поэтому для оценки состояния оборудования важен комплексный подход, учитывающий оба типа процессов.
Мероприятия по смягчению последствий факторов деградации, включая коррозию, направлены на снижение скорости развития повреждений, предотвращение или минимизацию их влияния на безопасность и надежность оборудования.
Вот основные типы таких мероприятий:
1. Защитные покрытия
- Нанесение антикоррозийных покрытий (эмали, лаки, окраски, пластиковые покрытия)
- Использование покрытий, устойчивых к агрессивным средам
- Обновление и ремонт покрытий по мере их износа
2. Использование ингибиторов коррозии
- Введение химических веществ в рабочую среду для снижения коррозионных процессов
- Применение ингибиторов в системах, где есть контакт с коррозионно активными агентами
3. Контроль и мониторинг состояния
- Регулярное проведение инспекций и неразрушающего контроля (NDT)
- Внедрение систем мониторинга коррозии и деградации (датчики, системы обнаружения утечек, ультразвуковое измерение толщины)
4. Обеспечение условий окружающей среды
- Контроль влажности, температуры и химического состава среды для снижения коррозийных условий
- Использование систем вентиляции или осушения воздуха
5. Конструкторские меры
- Выбор материалов с высокой стойкостью к коррозии
- Проектирование с учетом минимизации зон задержки влаги и агрессивных сред
- Использование защитных барьеров или изоляции
6. Обеспечение правильных режимов эксплуатации и технического обслуживания
- Правильное управление режимами работы и нагрузками, чтобы снизить механическую деградацию
- Регулярное техническое обслуживание и своевременный ремонт поврежденных участков
7. Обработка и очистка оборудования
- Удаление загрязнений, которые способствуют развитию коррозии (песок, грязь, соли)
- Использование методов очистки, таких как пескоструйная обработка
8. Обучение персонала и создание программ профилактики
- Обучение сотрудников правильным методам обслуживания и выявления признаков деградации
- Ведение планов профилактических мероприятий на основе данных мониторинга
Эти мероприятия помогают не только замедлить развитие процессов деградации, но и снизить риск возникновения аварийных ситуаций и продлить срок службы оборудования.
Коррозия как основной механизм деградации
Среди всех механизмов деградации, рассматриваемых в рамках методологии RBI, коррозия занимает наиболее значимое место. Это объясняется как частотой ее проявления в различных отраслях промышленности, так и разнообразием форм, в которых она может проявляться.
Существуют разнообразные виды коррозии. Их классифицируют по различным основаниям по механизму протекания (химическая, электрохимическая), характеру повреждений и их внешнему проявлению (сплошная, избирательная, подповерхностная, местная), а также по условиям эксплуатации (при трении, кавитационная, под напряжением и др.).
В зависимости от типа оборудования преобладающими являются те или иные виды коррозионных процессов. Так считается, что специфическими видами коррозии энергетического оборудования являются: стояночная, язвенная, подшлаковая, водородная, термоусталостная, коррозия под напряжением и межкристаллитная коррозия, атмосферная, контактная коррозия, кавитация, целевая коррозия, радиационная.
Для различных технологических установок и типов оборудования характерны свои типовые виды коррозии. Например, для сосудов высокого давления характерна межкристаллитная коррозия и кислотная и сероводородная коррозия (H,5 cracking), для трубопроводов – эрозионно-коррозионный износ, целевая и питтинговая коррозия, для оборудования в условиях наружной атмосферы – Атмосферная коррозия, Коррозия под отложениями и пр.
В зависимости от типа коррозии применяются следующие меры защиты.
1. Использование покрытий:
- Металлические;
- Неметаллические (лаки, краски, футеровка);
- Химические (оксидирование, фосфатирование и т. п.).
2. Электрохимические методы защиты:
- Катодная;
- Анодная.
3. Изменение состава среды.
- Добавление ингибиторов.
- Удаление из среды компонентов, вызывающих коррозию (поглотители H2O1 поглотители O2, обезвоживание газа).
Расчет интервалов инспекции в зависимости от вида механизма деградации
Максимальный инспекционный интервал (МИИ) для механизмов деградации, зависящих от времени, рассчитывается следующим образом: МИИ = Интервальный коэффициент х Остаточный срок службы.
Расчет остаточного ресурса оборудования проводится на основе анализа скорости коррозии материала и текущего состояния объекта. При этом учитываются данные предыдущих инспекций, результаты неразрушающего контроля и прогнозируемые условия эксплуатации.
Интервальный коэффициент задается в зависимости от критичности и фактором уверенности в соответствии с таблицей, изображенной на рис. 1.
Для механизмов деградации, не зависящих от времени, RBI определяет стратегию инспектирования и мониторинга в зависимости от критичности и фактора уверенности в соответствии с таблицей на рис. 7.
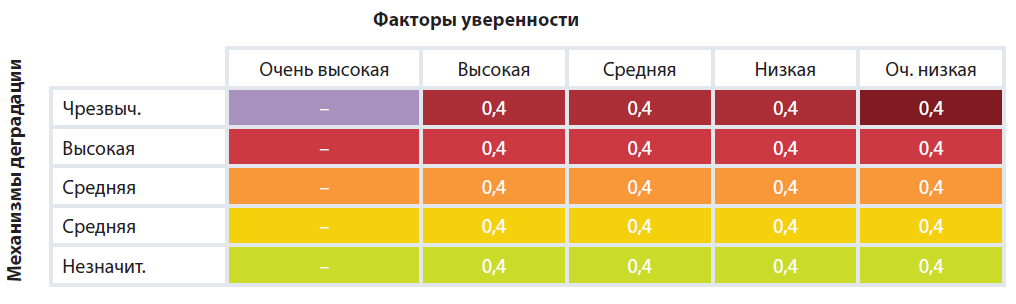
Рисунок 6. Расчет интервалов инспекции
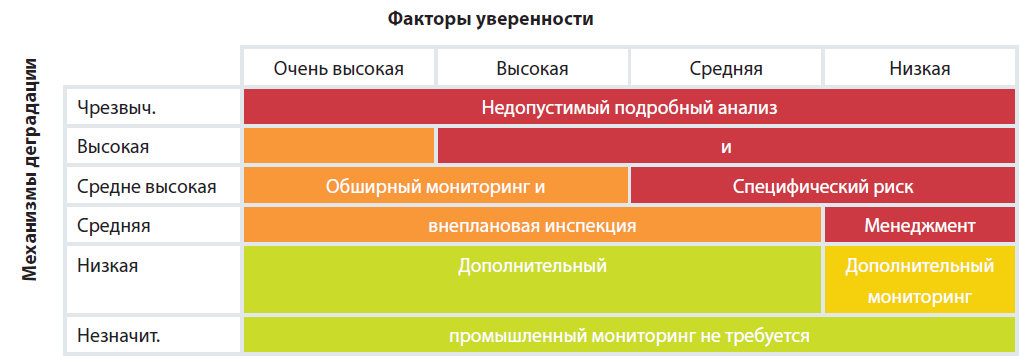
Рисунок 7. Стратегии инспектирования
Динамический RBI
Еще одно направление развития методологии RBI – это появление динамического RBI.
Предположение о том, что динамика ухудшения (изменения) состояния оборудования остается неизменной в течение многих лет на основе одной инспекции, может дать ложное чувство безопасности и привести к непредсказуемому отказу.
Однако мероприятия по диагностике и инспектированию требуют значительных ресурсов, а частый повторный анализ или инспекция не всегда могут быть практичными. Поэтому продолжаются попытки создать инструменты для оценки риска в режиме реального времени. При этом понятие «реального времени» не обязательно означает непрерывный мониторинг, речь идет об интересах, малых по сравнению с интервалами между инспекциями.
Динамический RBI определяется как профиль риска, который может обновляться при появлении новой информации об оборудовании. Динамический RBI выполняет расчеты на основе показателей механизмов деградации, присутствующих в системе. При этом используется понятие «индикатор риска» – постоянно контролируемый параметр, который будет прямо или косвенно влиять на один из преобладающих механизмов деградации оборудования.
Примерами специфических для системы индикаторов могут быть такие параметры рабочей среды, как давление, температура, кислород или уровни pH. Внешние индикаторы, такие как температура воздуха, влажность, шторм или снег, также могут быть рассмотрены для оборудования, подверженного воздействию различных химистических условий. После того, как показатели известны, необходимо распознать их связь с механизмом деградации.
При этом настройка модели деградации требует сравнения прогнозных значений с фактическими результатами инспекций.
Внедрение динамического RBI требует значительно более высокого уровня зрелости технической культуры организации. Для корректной настройки и эффективного использования таких моделей необходимы:
- Высокая квалификация персонала, в том числе знание принципов оценки рисков, основ деградационных процессов и методов предиктивной аналитики;
- Понимание математических моделей, используемых для аппроксимации деградации и корреляции с индикаторами риска. Это включает в себя навыки работы с регрессионным анализом, вероятностными оценками, понимание доверительных интервалов, отклонений от тренда и методов машинного обучения (в случае расширенных моделей);
- Доступ к качественным и объемным данным, как по истории эксплуатации оборудования, так и по условиям среды и результатам инспекций. Без достоверных и регулярно обновляемых данных точность прогнозирования может оказаться недостаточной для принятия обоснованных решений;
- Корректная интерпретация отклонений от тренда. Важно уметь отличать естественные колебания от сигналов о начале ускоренной деградации, что требует опыта и критического анализа информации.
Таким образом, успешная реализация концепции динамического RBI возможна только при наличии соответствующих компетенций, средней работы по валидации моделей на зрелой инфраструктуры сбора данных и системной работы по валидации моделей на всех этапах жизненного цикла оборудования.
Роль программного обеспечения при проведении процесса RBI
Программные средства не только способствуют эффективной реализации методологии. Можно сказать, что программное обеспечение является ключевым элементом при проведении RBI анализа. Перечислим основные функции такого ПО.
1. Автоматизация оценки рисков
Программное обеспечение помогает систематизировать сбор данных, автоматизировать расчет рисков и упростить процессы анализа. В том числе ПО позволяет производить прочностные расчеты и определять отбраковочные толщины стенки оборудования.
2. Управление данными и документацией
Обеспечивает централизованное хранение информации об оборудовании, истории осмотров, результатов анализов и оценок.
3. Поддержка принятия решений
Предоставляет инструменты для моделирования сценариев, оценки приоритетов инспекционных мероприятий и выбора оптимальных методов обслуживания. Помогает планировать инспекции, обслуживание и ремонт оборудования.
4. Обеспечение соответствия стандартам и требованиям
Встроенные шаблоны и автоматические проверки помогают соблюдать нормативные документы и внутренние стандарты компании.
5. Облегчение мониторинга и отчетности
Генерация отчетов о текущем состоянии оборудования, рисках и запланированных мероприятиях для руководства и инспектирующих органов.
6. Использование библиотек материалов и стандартов
Программное обеспечение для RBI содержит встроенные библиотеки по материалам, технологиям изготовления и нормативным стандартам. Это обеспечивает корректный выбор исходных данных, учет свойств материалов и ограничений при проектировании и эксплуатации. Благодаря этому достигается связь между базами данных и расчетными модулями программы, где автоматически учитываются характеристики материала при проведении расчетов, толщин стенки и критериев отказа.
Такая интеграция позволяет повысить точность анализа, унифицировать подходы и обеспечить согласованность с международными стандартами.
7. Интеграция с другими системами
Возможность связать RBI-систему с системами контроля, управления техническим обслуживанием, отчетности и автоматизации производственных процессов.
8. Обучение и повышение эффективности персонала
Интуитивные интерфейсы и инструменты визуализации помогают специалистам быстрее осваивать и использовать методологию.

Рисунок 8. Примеры экранов отечественного программного комплекса для автоматизации проведения RBI анализа
Преимущества RBI
Объемные причины внедрения подхода на основе рисков в процесс инспекции следующие:
- Улучшение управляемости и соблюдения правил охраны труда и промышленной безопасности и экологии на объекте, а также снижение рисков выхода из строя оборудования.
- Своевременное выявление изношенного оборудования и его ремонт или замена. На объектах, где используется RBI, результаты риска могут быть использованы для обоснования планов по замене изношенного оборудования и обоснования капитальных затрат.
- Экономия средств при помощи сокращения расходов на инспекцию, сокращения расходов на техническое обслуживание и увеличение интервала между ремонтами. Это происходит за счет того, что ранжирование оборудования позволяет сфокусировать усилия по постоянному инспектированию критичного оборудования. При этом для некритичного оборудования увеличивается интервал инспекций, уменьшается объем инспектирования.
- Повышение эффективности, сосредоточивая усилия по инспекции там, где они больше всего нужны, сокращая время простор и расходы на техническое обслуживание.
Указывается также, что RBI приводит к сокращению расходов на расследование инцидентов и снижению страховых взносов. Кроме того, он должен также сократить расходы на судебные иски и штрафы из-за нарушений безопасности со стороны регулирующего органа.
Увеличение межремонтных интервалов будет иметь очевидный положительный эффект в плане повышения доступности оборудования и производительности предприятия Очистка оборудования иногда может отрицательно влить на скорость коррозии сосуда под давлением, поэтому уменьшение частоты ее проведения также благоприятно.
RBI максимально эффективен и может показать свои достоинства в полной мере, если начинает применяться на определенном уровне зрелости организации, когда уже накоплены данные о фактическом техническом состоянии и механизмах деградации, освоены знания об эффективных способах их обнаружения и контроля и имеются соответствующие компетенции персонала.
Ограничения метода
Как указано в методике [2-5], эффективность инспектирования на основе риска может ограничиваться следующими факторами:
- ошибки, связанные с человеческим фактором;
- стихийные бедствия;
- внешние события;
- зависимые события;
- умышленные действия (например, саботаж);
- неотъемлемый риск при обработке опасных материалов;
- невозможность разработки метода инспектирования;
- ошибки при проектировании;
- наличие ранее неизвестного механизма износа;
- разработка RBI для выполнения функции сдерживания давления на контуре (т. е. отказ от использования RBI для оценки механизмов повреждения, не влияющих на границы давления);
- отсутствие или ошибочность информации;
- проектирование, не отвечающее существующим требованиям, или неквалифицированный монтаж оборудования;
- эксплуатация вне приемлемой рабочей зоны;
- неэффективное выполнение плана;
- нехватка квалифицированных сотрудников и недостаточное взаимодействие;
- нехватка надлежащей инженерной практики и оперативных решений.
Возможные недостатки
Несмотря на широкое распространение и преимущества, у метода есть определенные недостатки.
Вот основные из них:
- Зависимость от качества исходных данных – Низкое качество данных снижает эффективность и точность RBI. Ошибки или неполные данные о состоянии оборудования, эксплуатационных условиях или исторических отказах могут привести к неправильной оценке риска.
- Сложность и субъективность оценки риска – Процесс определения рисков включает множество параметров и предположений, что может привести к субъективности и вариативности результатов между разными экспертами. Недостаточная стандартизация подходов может снижать воспроизводимость и надежность оценок.
- Неучтенные редкие, но катастрофические события – RBI часто фокусируется на наиболее вероятных и часто встречающихся рисках, что может привести к недооценке редких, но потенциально катастрофических отказов.
- Достаточно высокие затраты на внедрение и поддержку – Требуется приобретение и поддержка специализированных программ, обучение персонала.
Ожидания и возможные перспективы развития RBI в России
Ожидания, связанные с развитием методологии RBI в России, выходят далеко за рамки нефтегазовой отрасли. Потенциал риск-ориентированного подхода к техническому обслуживанию очевиден и для химической, энергетической, металлургической и других отраслей. Однако его широкомасштабное внедрение напрямую зависит от двух ключевых факторов: приверженности руководства и квалификации специалистов.
История управления активами показывает, что даже самые эффективные технологии теряют смысл без вовлеченности ответственных лиц и компетентного персонала. Реализация RBI требует не только понимания методологии, но и глубоких знаний в области механизмов деградации, коррозионных процессов, технической диагностики. Критически важно наличие специалистов по коррозии, способных интерпретировать данные и формировать сценарии развития повреждений.
Среди сдерживающих факторов по-прежнему значимым остается отсутствие нормативно-правовой базы, которая бы учитывала как международные стандарты (API 580, API 581), так и специфику российских условий и системы промышленной безопасности. Аналогичные сложности испытывают и другие риск-ориентированные методики, такие как ECM, что говорит о системной природе проблемы.
Если рассматривать будущие векторы развития самой методологии, то среди них особое место занимает интеграция с технологиями IIoT, использование цифровых двойников, машинного обучения и искусственного интеллекта. Эти инструменты открывают путь к формированию динамических моделей риска, способных адаптироваться к изменяющимся условиям эксплуатации оборудования.
Тем не менее, даже самые амбициозные планы упираются в реальность. Внедрение RBI и других передовых подходов осложняется тремя фундаментальными барьерами:
- Фокус на краткосрочные цели, когда принятие решений часто подчинено логике «продержаться до завтра», а не стратегическому управлению активами.
- Инертность регуляторного поля, где изменения в нормативной базе происходят медленно и с существенным временным лагом.
- Нестабильный инвестиционный климат и отсутствие предсказуемости в финансировании снижает готовность к технологическим экспериментам.
Эти барьеры переплетены между собой, формируя замкнутый круг, выйти из которого можно только при условии системного изменения подхода, как на уровне предприятия, так и на уровне отрасли в целом.
Чтобы RBI стал реальным инструментом повышения надежности, а не теоретической конструкцией, необходимо преодолеть текущие барьеры. Мы призываем отраслевое сообщество, регуляторов и руководителей предприятий к более стратегическому взгляду на управление активами. Требуется совместное усилие: актуализация нормативной базы, формирование благоприятного инвестиционного климата, а также подготовка квалифицированных специалистов. Лишь при системной работе в этих направлениях можно рассчитывать на широкое внедрение RBI и достижение ощутимых результатов в повышении безопасности, эффективности и устойчивости промышленных объектов.
Материалы для изучения RBI
Основой служат вышеупомянутые стандарты. Конечно же, ими невозможно ограничится, как нельзя питаться сублимированными неразбавленными продуктами. Однако литература на русском языке весьма скудна.
Необходимо обратить внимание на статьи, в которых описан опыт по реализации риск-ориентированного подхода к ТОиР в СаханнЭнерджи [2–7, 2–8, 2–9, 2–10] и в Сибуре [2–11]. Из других источников на русском языке стоит отметить также упоминавшийся стандарт СТО ИНТИ S.O.S.[2–2] и статью [2–3] о первой отечественной программе, реализующей методику RBI.
Впрочем, и на английском для общего знакомства с предметом найти удается немного. Статьи либо повторяют общие положения, либо относятся к весьма узким аспектам или конкретным проектам. Исключение – появившаяся недавно книга [2–13] «Механическая целостность и проверка технологического оборудования, трубопроводов и магистралей с учетом рисков».
Далее краткая справа о ее содержании.
В этой книге рассматриваются методологии механического контроля целостности и инспекции на основе рисков, специально разработанные для профессионалов в химической, нефтехимической и нефтеперерабатывающей промышленности. Она начинается с основополагающих аспектов проектирования и производства оборудования и труб в перерабатывающей промышленности, за которыми следует введение в распространенные механизмы повреждения металлических компонентов во время эксплуатации. Затем в книге рассматривается общая методология анализа механической целостности, охватывающая оценку остаточного срока службы и методы оценки распространенных дефектов. Далее в ней вводятся принципы и общая методология инспекции на основе рисков, подробно описывая подходы к оценке вероятности отказа и последствий, а также применение матриц рисков для формирования планов инспекций. Приведен комплексный пример, иллюстрирующий разработку плана управления целостностью для реального трубопровода.
Возможно, настоящая публикация поспособствует появлению перевода этой книги на русский язык.
Из публикаций, которые были использованы при написании настоящей статьи, наиболее содержательны следующие. Статьи общего характера: [2–14, 2–15, 2–16, 2–17]. RBI в тепловой и атомной энергетике: [2–18, 2–19, 2–20], в различных отраслях промышленности (в том числе в химии и авиации): . [2–21, 2–22].
Заключение
Методология RBI позволяет значительно оптимизировать эксплуатационные затраты и повысить безопасность оборудования, ориентируясь на реальные риски. Внедрение RBI особенно актуально в условиях перехода к предиктивной аналитике и импортозамещению.
Список литературы:
- Кац Б. А., Лузинг Н. П. Введение в RBI - инспектирование на основе факторов риска (часть 1) // ГПА. – 2025 – № 4 (139). С. 24–28.
- Стандарт СТО ИНТИ S.O.S. Инспекция технологического оборудования на основе анализа рисков. АНО «Институт нефтеперерабатывания» и «Государственный университет». АНО «ИНТИ» Разработана в России. Рекомендуется по закону АНО «ИНТИ».
- Лузинг Н. П. Российский программный комплекс для Risk Based Inspection. https://dzen.ru/d/ZWeKmde_O0-Q7mfB?sid=107374299310989426
- Paul Sheriff. Hidden Benefits of Risk Based Inspection (RBI). https://www.aoccorp.com/blog/hidden-benefits-of-risk-based-inspection
- Методический документ «Методика по управлению надежностью систематизации методической проблемы RCM и RBI анализа технологического оборудования» ИПЗ ПАО "Театром нефтеперерабатывания".
- KPO-AI-PIA-GLS-00001 ER. Методическая рекомендация по проведению технических освидетельствований (инспекций), с учетом факторов риска на объектах KITO G. B. (KITO – «Карачахашка Петропавриллерийский»).
- Бриков А. В., Александрович С. И. Риск-ориентированный подход к инспектированию оборудования: современные проблемы и решения // Нефтепромысловое дело. 2023. № 1 (649). С. 35–40.
- Спигуров А. А., Дерябин П. П. Инспекция оборудования с учетом факторов риска в компании «Союзный Энергия» // Газовая промышленность. 2018. № 12. С. 114–121.
- Бриков А. В., Александрович С. И. Расчет инспекционного интеграла с применением риск-ориентированного подхода по методике API RP SB1//Газовая промышленность. 2023. № 2 (843). С. 44–53.
- Бриков А. В., Александрович С. И., Белкин Д. С., Штейн А. М., Сашов С. П. Алгоритм расчета инспекционного интеграла технологического трубопровода с применением риск-ориентированного подхода по методике API SB1//Безопасность труба в промышленности. 2023. № 4. С. 75–83.
- Владислав Смолин, менеджер службы управления надежностью СИБУР/Опыт реализации риск-ориентированного подхода
Материалы этой статьи были опубликованы в журнале ТРУБОПРОВОДНАЯ АРМАТУРА (ТПА). Вы можете скачать статьи в формате PDF: