УСТАЛОСТНОЕ РАЗРУШЕНИЕ РЕЗЬБОВЫХ КРЕПЕЖНЫХ ЭЛЕМЕНТОВ
Материал, безусловно, очень полезный, но перед тем как вы перейдете к чтению, мы хотим дать несколько вводных комментариев. Наша цель — не оспорить выводы автора, а дополнить их, так как некоторые тезисы звучат весьма категорично и требуют знания практического контекста.
Например, в статье есть такое провокационное заявление:
«Избегайте использования момента затяжки для создания преднатяга… Любой динамометрический ключ дает погрешность 20–30%, независимо от точности самого инструмента!»
Важно понимать, что подобные громкие высказывания нельзя применять вслепую и сразу списывать со счетов привычный инструмент. Точно так же, как и тезис автора о том, что переход на высокопрочный крепеж легко решит проблему: на практике это может сильно навредить, если сделать это без изменения усилия натяжения и проверки остальных элементов узла.
Поэтому мы призываем всегда рассматривать болтовое соединение целиком, а не отдельные его элементы. Нужно понимать: какого рода нагрузки действуют (растяжение или сдвиг), какую функцию выполняет соединение (герметизация, фиксация, центровка и т. д.), есть ли прокладки (их материал и свойства).
Важно учитывать, какие способы затяжки доступны вам на месте (замер удлинения ультразвуком, доворот на угол, нагрев, гидравлическая вытяжка или все-таки старый добрый динамометрический ключ), какова твердость соединяемых деталей, допуски по плоскостности, чистота поверхности, какое покрытие нанесено на болты (оксидирование, цинкование и прочие покрытия могут изменять требуемый момент затяжки более чем вдвое). И это далеко не все факторы, которые необходимо учитывать при любых изменениях в крепеже.
Главное правило: пока вы глубоко не изучили тему болтовых соединений и не начали свободно разбираться во всех влияющих факторах, никогда не заменяйте болты, гайки и шайбы на детали, отличные от заложенных в конструкцию. Старайтесь выполнять затяжку самым точным из доступных вам способов и исключайте влияние внешних факторов (грязи, излишней смазки, отклонений в допусках), которые приводят к искажению итогового усилия натяжения.
УСТАЛОСТНОЕ РАЗРУШЕНИЕ РЕЗЬБОВЫХ КРЕПЕЖНЫХ ЭЛЕМЕНТОВ
Danny Herrera
Усталость — наиболее распространенный вид разрушения резьбовых крепежных элементов, подверженных циклическим нагрузкам. Усталость начинается с образования трещины в точке высокого напряжения, например, в резьбе, и постепенно нарастает с каждым циклом нагрузки; по мере уменьшения площади крепежного элемента напряжение возрастает, и он разрушается, когда превышает предел выносливости.
Диаграмма SN
На приведенной ниже диаграмме SN показана зависимость амплитуды напряжения от количества циклов нагружения до разрушения. Некоторые материалы, например сталь, имеют предел выносливости. Это участок, где кривая выравнивается ниже определенной амплитуды напряжения. В идеальных условиях болт с амплитудой напряжения ниже этой кривой не выйдет из строя от усталости, независимо от количества циклов нагружения. Обратите внимание, что некоторые материалы, такие как алюминий и медь, не имеют предела выносливости.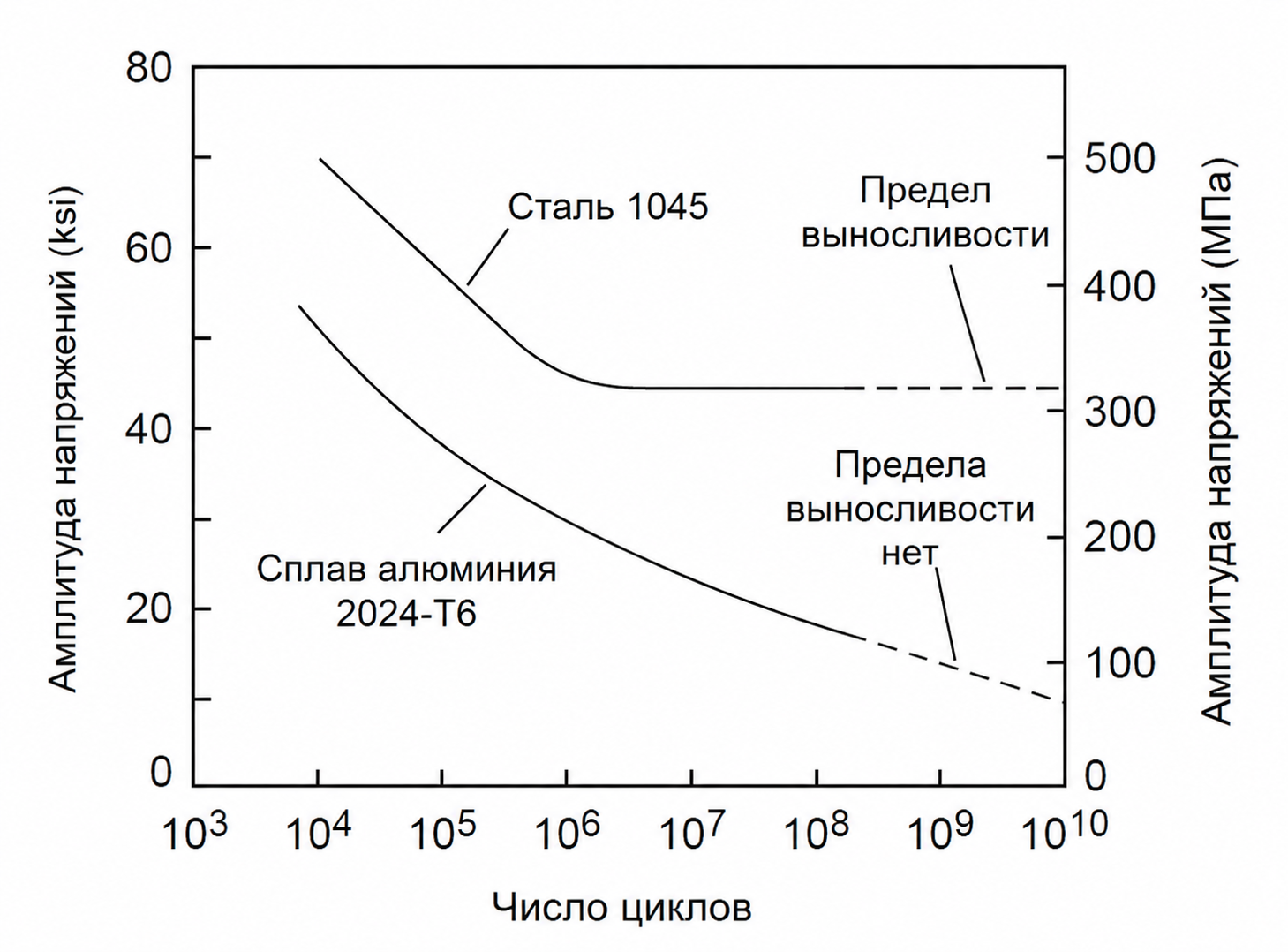
Рисунок 1. Кривая SN из стали и алюминия
Как предотвратить усталость
Основной причиной усталости является ослабление соединения, поэтому все усилия следует сосредоточить на обеспечении его надежной фиксации. В типичном соединении болт предварительной затяжки обычно выдерживает лишь около 5% приложенной нагрузки. Остальные 95% уменьшают усилие затяжки, действующее на соединение. При потере предварительной затяжки теряется и сжатие соединения, поэтому нагрузка на болт значительно возрастает.
Вот несколько способов избежать усталости:
1. Избегайте использования крутящего момента для создания предварительной нагрузки
Предварительное натяжение можно регулировать, прикладывая крутящий момент к болту. Приложенный крутящий момент увеличивает натяжение болта и усилие затяжки. Теоретически они пропорциональны, но не одинаковы.
Затяжка болта с помощью любого динамометрического ключа (ручного, пневматического, гидравлического) имеет погрешность в 20-30%, независимо от точности инструмента. При использовании динамометрического ключа около 90% крутящего момента расходуется на преодоление трения резьбы и гайки. Тем не менее, трение будет варьироваться в зависимости от качества обработки поверхности, износа, размера болта, смазки и т.д., поэтому приложенное предварительное усилие будет сильно различаться.
В таблице ниже видно, что при крутящем моменте 70 дюйм-фунтов нагрузка составит 80% и 57% от предела текучести при коэффициентах трения 0,2 и 0,3 соответственно; это почти 30%-ная разница в натяжении, приложенном к болту при том же крутящем моменте, и эта разница возрастает для болтов большего диаметра.
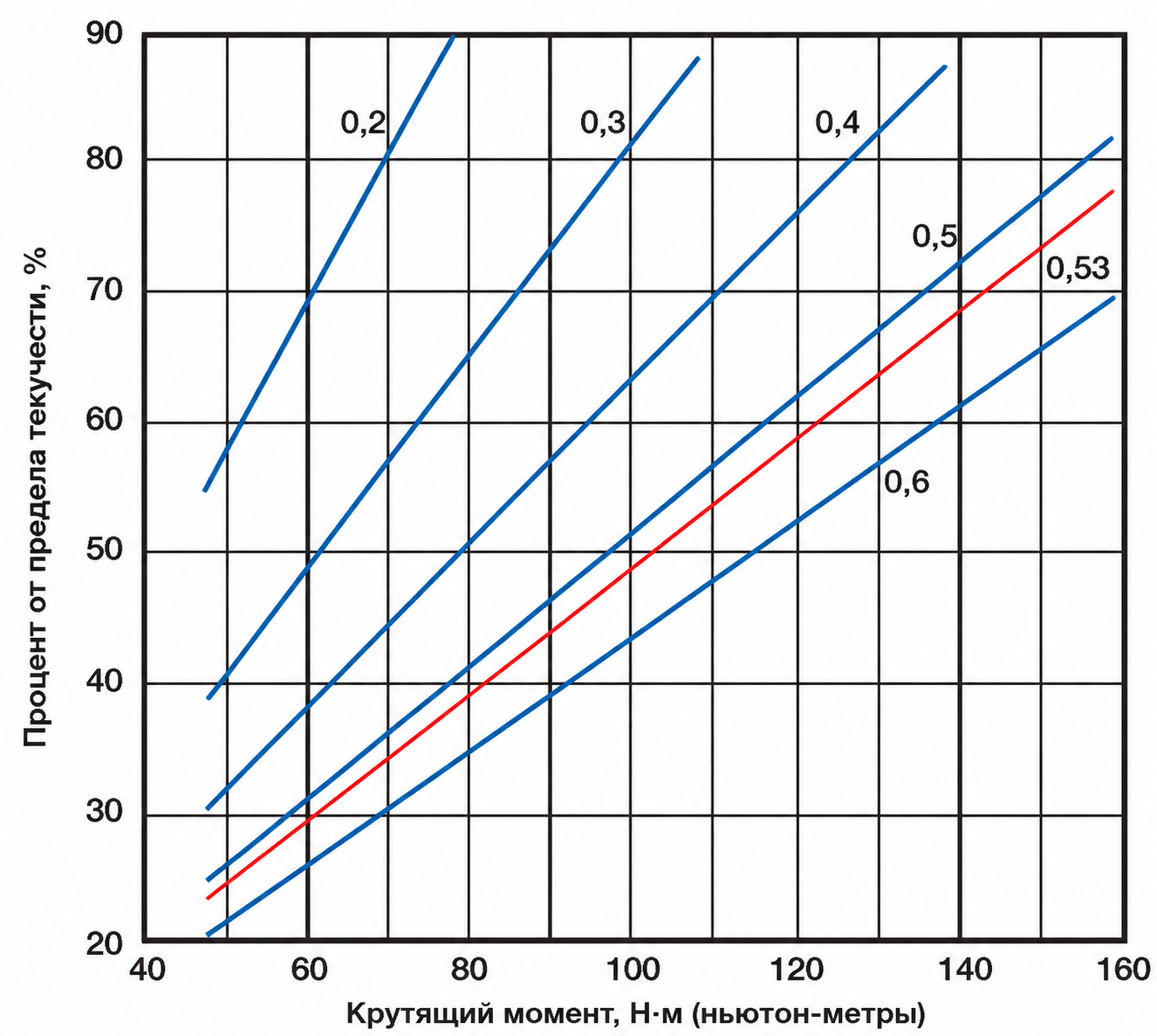
Рисунок 2. Предварительная нагрузка в зависимости от крутящего момента при различных коэффициентах трения
Более точные методы затяжки болтов:
Гидравлическая регулировка натяжения болтов значительно дороже, но может быть оправдана в ответственных областях применения.
Комбинированный метод сочетает в себе метод определения крутящего момента с методом определения угла поворота; это хорошая, недорогая и гораздо более точная альтернатива методу определения крутящего момента.
Система SmartBolts оснащена индикатором правильного натяжения, не зависящим от коэффициента трения.
2. Используйте крепежные элементы с более высокой усталостной прочностью
Использование крепежных элементов с более высокой усталостной прочностью снизит вероятность их поломки.
Отделка поверхности. Качество обработки поверхности резьбы также влияет на усталостную прочность. Выбирайте крепежные элементы с накатанной резьбой.
Диаметр крепежного элемента. Используйте больше болтов меньшего диаметра. Размер крепежного элемента напрямую влияет на его усталостную прочность; чем больше диаметр, тем ниже усталостная прочность.
Более высокая прочность на растяжение. Болты с более высокой прочностью на растяжение обладают большей устойчивостью к усталости, поэтому, если вы используете болты класса 8.8, переход на болты класса 10.9 улучшит ваше соединение, поскольку обеспечит дополнительное предварительное натяжение болта на 40% без ущерба для его целостности.
3. Компенсация ослабления болта
Ослабление болта — это частичная потеря предварительного натяжения болта. Как только затяжка завершена, болт начинает терять натяжение, что увеличивает риск поломки из-за усталости. Решение состоит либо в повторной затяжке болта, либо в компенсации потери предварительного натяжения.
Наиболее распространенными причинами ослабления болтов являются:
Встраивание
Вдавливание происходит в результате частичной пластической деформации поверхности соединения. Это проблема, особенно в новых соединениях или соединениях, недавно окрашенных. Потеря предварительной нагрузки из-за вдавливания может достигать 10%.
Практическое решение — повторно затянуть болты через 12 часов после эксплуатации или увеличить предварительную нагрузку до 80% от предела текучести, чтобы компенсировать вдавливание. Однако лучшим решением будет повышение класса болта, например, с 8.8 до 10.9, что увеличит усилие затяжки и компенсирует вдавливание.
Самопроизвольное ослабление под воздействием вибрации
Герхард Юнкер утверждает, что болт теряет предварительное натяжение из-за относительного перемещения между резьбой болта и зажатыми поверхностями. При этом поперечное перемещение более вредно, чем осевое.
Практическое решение заключается в увеличении предварительного натяжения за счет использования болта более высокого класса, например, 10.9 или 12.9. Это увеличивает усилие затяжки, повышает трение между сопрягаемыми поверхностями и снижает вероятность поперечного смещения.
Еще одно эффективное решение — использование шайб Nord-Lock.
Тепловой эффект
Когда болт или шпилька затягиваются при комнатной температуре, но эксплуатируются при более высокой температуре, происходит термическое расширение болта и затянутых элементов. Различные сценарии будут по-разному влиять на термическое расширение и приводить к потере или увеличению предварительного натяжения:
• Болты и зажимные элементы изготовлены из одного и того же материала и работают при одинаковой температуре.
Оба изготовлены из одного и того же материала, но работают при разных температурах.
• Оба изготовлены из разных материалов (с разными коэффициентами теплового расширения) и работают при разных температурах.
Например, если зажимаемые элементы во время запуска находятся при более высокой температуре, чем болт, и имеют более высокий коэффициент теплового расширения, это может временно привести к большему предварительному затягиванию болта, что вызовет временное увеличение вдавливания и ползучести прокладки из-за дополнительного предварительного натяжения. Затем, когда болт достигнет температуры зажимаемых элементов, он частично потеряет предварительное затягивание.
Это можно компенсировать, но это необходимо учесть при проектировании соединения.
4. Вопросы сборки
Оставьте два или три витка резьбы на поверхности гайки
Причина в том, что зона биения резьбы сформирована некачественно и представляет собой область высокой концентрации напряжений. Нагрузка вблизи этой зоны снижает усталостную прочность.
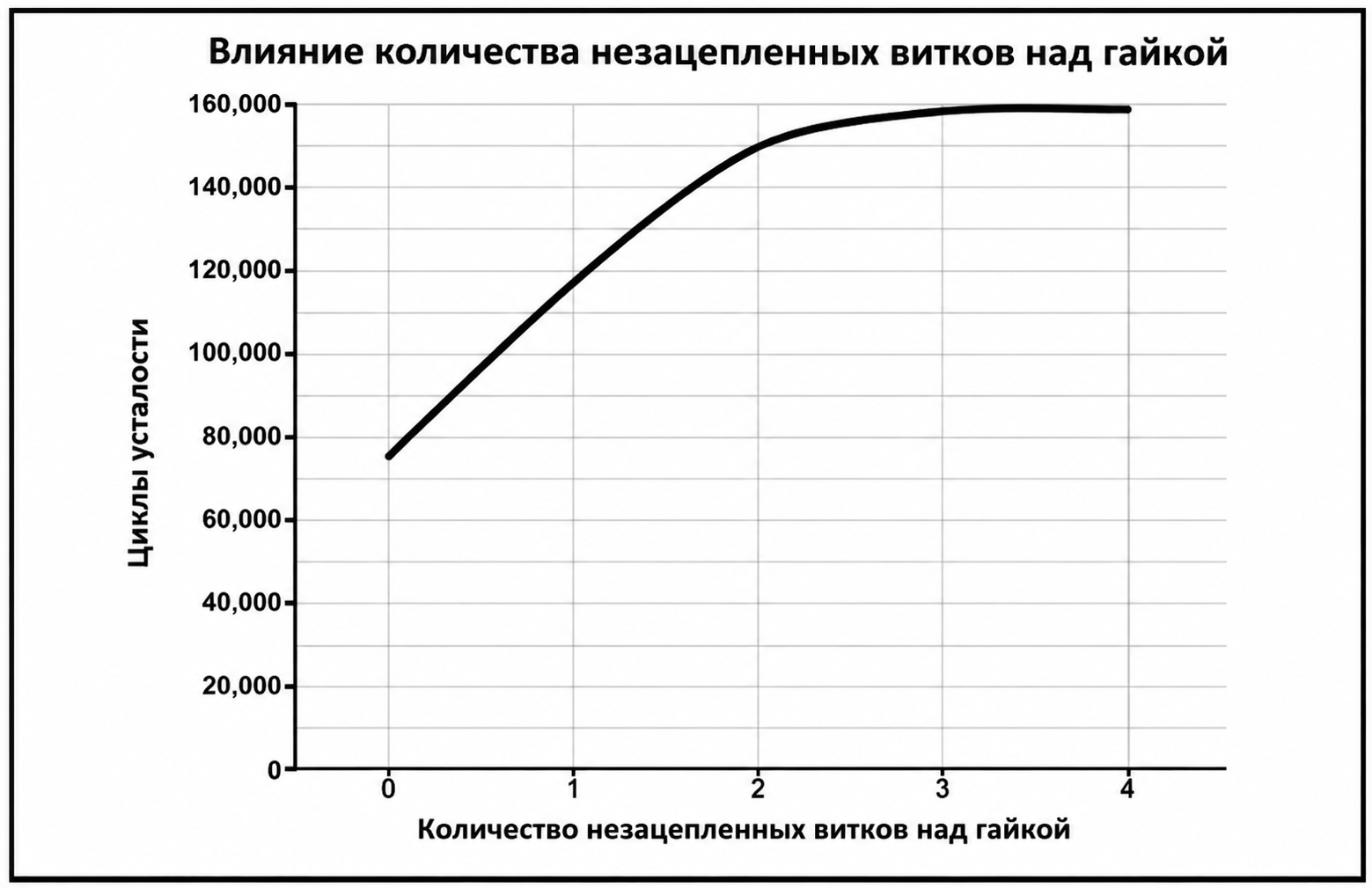
Рисунок 3. Влияние незадействованных витков резьбы на усталостную прочность
Убедитесь, что гайка свободно вращается на болте
Делайте это вручную, чтобы исключить дефекты или повреждения резьбы.
Проверьте биение резьбы болта
То есть, перпендикулярность опорной поверхности болта к его оси, особенно для ответственных применений и больших размеров (>M30). Пожалуйста, не доверяйте поставщику; он тоже может ошибаться. Если у вас нет инструментов, любая механическая мастерская сможет это сделать за вас. См. допуски, рекомендованные ISO 4759-1, ниже.
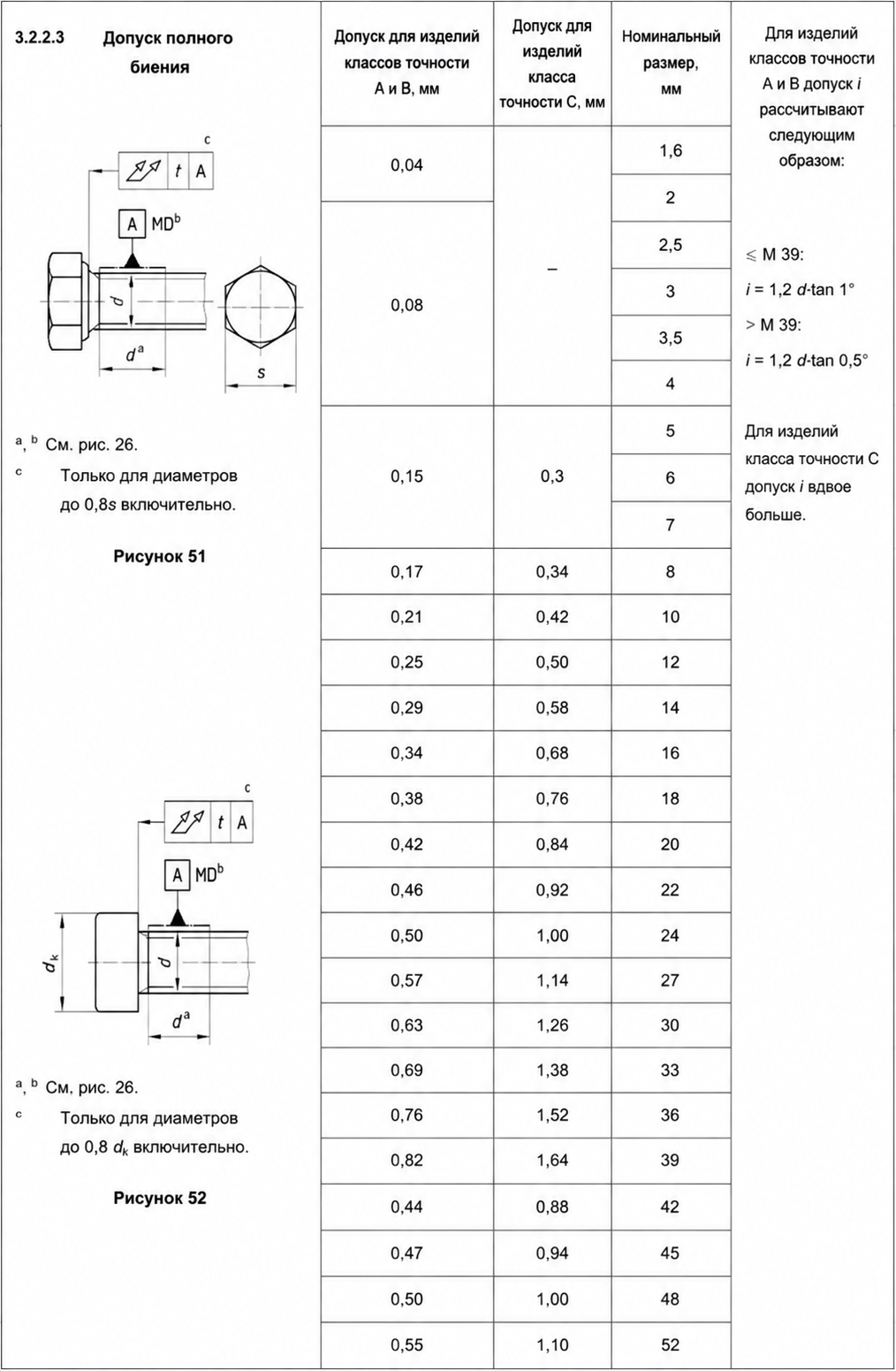
Рисунок 4. Допуски биения по стандарту ISO 4759-1
Ссылки:
Charlton, R. (2011). Threaded fasteners: Part 1 - Failure modes and design criteria of connections. NACE - International Corrosion Conference Series. Houston.
Eccless, B. (2004). Fatigue Failure of Bolts. Fastener and Fixing magazine.
Hudgins, A., & James, B. (2014, August). Fatigue of Threaded Fasteners. AM&P Technical Articles, pp. 18-22.
Junker, G. H. (1969). New Criteria for Self-Loosening of Fasteners Under Vibration. SAE Transactions, 314-335.
Mahmoud, H., Riveros, G., & Rodriguez Lopez, S. (2016). Causes of Prestension Loss in High-Strenght Bolts. Washington D.C.: US Amy Corps of Engineers.
Samatham, M. &. (2018). A Study on Improvement of Fatigue Life of Materials by Surface Coatings. International Journal of Current Engineering and Technology, 6.